Local Load Analysis of Geometries Outgrowing WRC Limits
We use WRC 537 / 107 for analysing static reactions on pressure boundaries, some of the following examples are:
- Nozzle piping loads on shell and shell to nozzle junction
- lifting lug and tailing lug attachment to shell.
- Platform clips and pipe support clips to shell
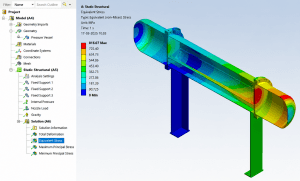
- Support legs, Support bracket to shell
- Nozzle to shell / head junction is overstressed
We all rely on WRC 107 / 537 and sometimes WRC 297 to determine local stresses in the shell at structural discontinuities such as legs, support lugs and clip attachments. This bulletin does not address rectangular attachments to shells of double-curvature, and these charts have strict geometric limits.
If your nozzle is massive compared to the vessel, or if the shell is extremely thin, or if any rectangular attachment like lug, clips, etc., are welded on double curvature components like heads. WRC methods simply do not provide methods to analyse the concerned geometry.
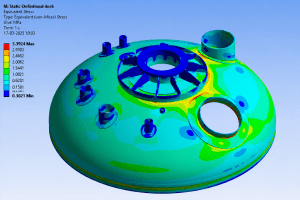
In highly loaded junctions such as a central nozzle supporting an agitator assembly. The standard software with WRC 107 / 537 will provide overstress results and cannot calculate the structural stiffeners. To properly analyze this pressure boundary and guarantee the design is safe, a 3D FEA model is the only practical solution.
Non-Uniform Tubesheets
 Standard TEMA and ASME rules for sizing tubesheets rely on one massive assumption: that the plate is uniformly drilled with holes. For tube layouts which are not uniform where tubesheet is perforated for a small region and large part of it is an untubed area, but real-world heat exchangers often require multi-pass flow, which means there is un-tubed metal.
Standard TEMA and ASME rules for sizing tubesheets rely on one massive assumption: that the plate is uniformly drilled with holes. For tube layouts which are not uniform where tubesheet is perforated for a small region and large part of it is an untubed area, but real-world heat exchangers often require multi-pass flow, which means there is un-tubed metal.
These solid strips act like rigid steel beams. When pressure hits the tubesheet, it doesn’t bend evenly; the un-tubed lanes stay stiff while the drilled areas bow outward. Standard formulas cannot calculate this uneven bending, leading to unexpected shear forces that can rip the tube-to-tubesheet welds apart.
As analysts, we model the exact, true geometry of the tubesheet, including every solid un-tubed lane and irregular perimeter gap. This allows the simulation to capture the exact bending behavior and locate the high localized stresses where the flexible tubed region meets the rigid un-tubed metal, ensuring the welds will hold under operating pressure.
 Pressure vessels aren’t always static. If a vessel undergoes thousands of pressure or temperature cycles over its lifetime (like a batch reactor continuously filling and draining), the metal can eventually crack from fatigue even if the pressure never exceeds the allowable limit. Standard code formulas cannot accurately predict how long this complex geometry will survive under continuous, repetitive stress.
Pressure vessels aren’t always static. If a vessel undergoes thousands of pressure or temperature cycles over its lifetime (like a batch reactor continuously filling and draining), the metal can eventually crack from fatigue even if the pressure never exceeds the allowable limit. Standard code formulas cannot accurately predict how long this complex geometry will survive under continuous, repetitive stress.
To prove the design is safe, we perform a Fatigue FEA. First, the simulation maps the peak stresses during a single operating cycle. For example, in a recent sump junction analysis, the FEA stress contour pinpointed a maximum stress range concentrated right at the sharp inner corner of the intersection.
We don’t just stop at finding the stress; we have to evaluate the damage. Using ASME Section VIII, Division 2, Part 5 (Clause 5.5.3.2), we take that FEA data and calculate the “effective alternating stress amplitude.“
In other words this code rule helps us measure exactly how much microscopic damage each individual cycle causes. By tallying up this damage using the code’s fatigue curves, we can evaluate fatigue life of the equipment.
